Как ИИ сократил брак на 30% на заводе по производству деталей
Рассказываем о практическом применении искусственного интеллекта в промышленности. Как технологии помогают решать конкретные задачи контроля качества, которые долгое время считались неразрешимыми.
Еще несколько лет назад 100% контроль качества деталей на высокоскоростном производстве казался невозможной задачей. Но развитие ИИ полностью изменило ситуацию. Сегодня заводы успешно внедряют комплексные системы на основе машинного обучения, получая измеримую экономическую выгоду уже на первых этапах эксплуатации.
Частая проблема заводов: контроль качества тормозит производство
Современные машиностроительные предприятия сталкиваются с дилеммой: либо проводить выборочный контроль, рискуя пропустить брак, либо замедлять производство для тщательной проверки каждой детали. Даже опытные специалисты отдела технического контроля со временем устают и начинают пропускать до 15‑20% дефектов.
Особенно остро эта проблема стоит на предприятиях, где используются станки с ЧПУ, работающие на высоких скоростях. Требуется решение, способное анализировать 100% продукции без снижения темпов производства, с точностью, превышающей человеческие возможности.
Скорость контроля должна равняться скорости производства. Иначе вы либо теряете деньги на медленной работе, либо рискуете репутацией из‑за пропущенного брака


- Дума приняла законопроект о заморозке порога для уплаты НДС на УСН
- Отели и рестораны теряют почти 200 млрд рублей в год из‑за плохого сервиса
- В России отменили штрафы для должностных лиц за задержку налоговых деклараций
- Ozon анонсировал новый способ отгрузки поставок для FBO‑селлеров
- Дума в первом чтении одобрила заморозку порога для уплаты НДС на упрощенке
- Бизнесу все сложнее платить налоги: долги перед бюджетом достигли рекордных 4 трлн рублей
Путь к решению: четырехуровневая система контроля
Разработка системы контроля качества началась с детального аудита производственных процессов. Мы внимательно изучали каждый этап обработки деталей, фиксировали существующие методы контроля и выявляли узкие места, где чаще всего возникали дефекты.
На основе этого анализа была предложена концепция комплексного решения, охватывающего четыре ключевых этапа производственной цепочки. Такой подход позволил не просто контролировать готовую продукцию, но и предотвращать появление дефектов на ранних стадиях.
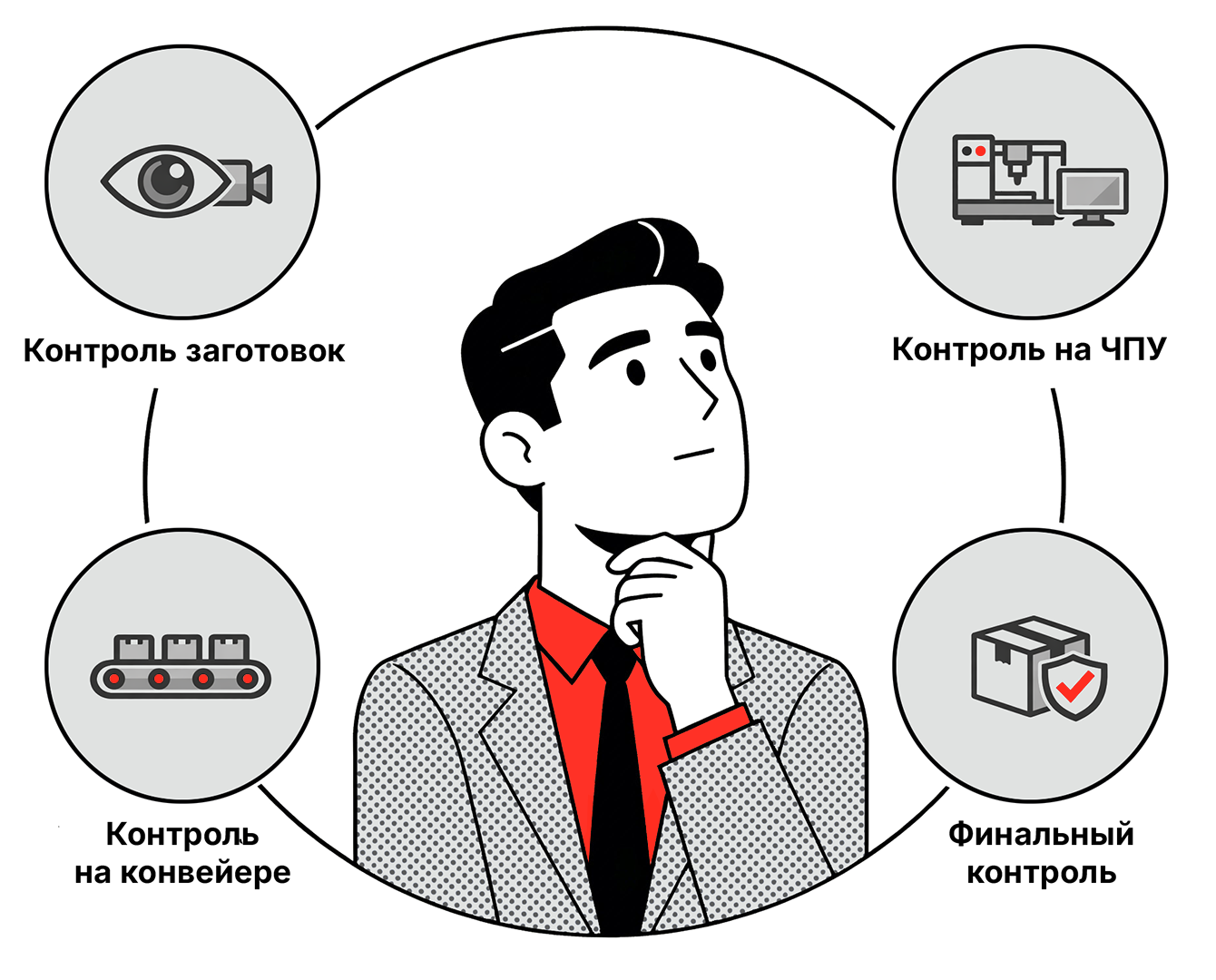
Этап 1: входной контроль сырья. Первый уровень системы включает 3D‑сканирование заготовок перед началом обработки. Это позволяет выявить отклонения в исходном материале и автоматически скорректировать программу ЧПУ под конкретные параметры детали. Такая адаптация значительно повышает точность обработки, особенно при работе с материалами, имеющими внутренние напряжения или неоднородную структуру.
Система также анализирует данные с датчиков температуры и влажности в месте хранения заготовок, учитывая их влияние на процесс механической обработки. Это особенно важно при работе с материалами, чувствительными к внешним условиям.
Этап 2: контроль непосредственно на станке с ЧПУ. Второй уровень системы развернут внутри рабочей зоны станков ЧПУ. Здесь установлены высокоточные камеры и датчики, которые выполняют несколько критически важных функций.
Камеры анализируют действия операторов, проверяя наличие средств индивидуальной защиты и правильность выполнения технологических операций. Дополнительно система отслеживает параметры, установленные на дисплее станка, сопоставляя их с нормативными значениями для конкретной детали.
Приоритетным направлением является бесконтактный контроль геометрических параметров изделия непосредственно по завершении обработки. Задействованные алгоритмы машинного зрения определяют линейные и трехмерные характеристики с погрешностью не более 0,01 мм, благодаря чему любые несоответствия фиксируются еще до момента выгрузки заготовки из рабочей зоны оборудования.
Этап 3: мониторинг на конвейере. По окончании механической обработки изделия поступают на транспортер, где активируется третья ступень проверки. В данной зоне размещены высокоразрешающие камеры, специально адаптированные для эксплуатации в промышленных условиях.
Программный комплекс синхронизируется с перемещением продукции, корректируя работу под темп движения ленты для гарантированного стопроцентного охвата. Оптические модули сканируют поверхность на предмет механических повреждений — царапин, трещин — а также верифицируют конфигурацию относительно проектных допусков.
С целью достижения предельной достоверности на данном участке реализована схема специализированной подсветки, формирующая «бестеневую зону». Подобное инженерное решение кратно увеличило эффективность регистрации микронных изъянов, которые ранее оставались незамеченными при ручном визуальном осмотре.
Этап 4: заключительный контроль и упаковка. Финальная стадия проверки осуществляется непосредственно в упаковочной зоне. На этом рубеже автоматизированная система проводит комплексную оценку каждого изделия, сопоставляя его характеристики со всеми нормативами качества, регламентированными техническим заданием.
Все результаты автоматически фиксируются в отчете по партии изделий и передаются в ERP‑систему предприятия. Это обеспечивает полную прозрачность данных и позволяет оперативно реагировать на отклонения в производственном процессе.
Система формирует статистику по типам дефектов, что помогает технологам выявлять закономерности и корректировать процессы на ранних стадиях. Такой подход превращает контроль качества из затратного процесса в инструмент непрерывного улучшения производства.


Технологическая основа системы
Сердце решения — многоуровневая архитектура, объединяющая современные сенсоры и программные алгоритмы машинного обучения. Для сбора данных используются видеокамеры высокого разрешения, датчики вибрации, температуры и давления, установленные непосредственно на оборудовании.
Главный секрет эффективной системы контроля на основе ИИ — в правильном сочетании сенсоров и алгоритмов, адаптированных под конкретные условия производства. Часто простые решения работают лучше сложных, если они точно отражают физику процесса
Программная часть включает несколько специализированных модулей. Нейросетевые алгоритмы распознают дефекты в реальном времени с точностью до 95%, проводят многоспектральный анализ для выявления микротрещин размером до 0,01 мм и оптимизируют траектории инструмента.
Особую ценность представляет модуль предиктивной аналитики, который прогнозирует износ режущего инструмента. Это позволяет планировать техническое обслуживание заранее, сокращая простои оборудования на 30%.
Этапы внедрения: от диагностики до запуска
Работа над проектом проходила в строго структурированном формате. Начался он с брифинга и диагностики: специалисты посетили производственные цеха, изучили текущие процессы, оценили условия работы (освещенность, запыленность, вибрации).
Уже на этом этапе были зафиксированы процессы, которые можно было автоматизировать — например, ручная передача данных между отделами. В течение 3–5 дней после диагностики была подготовлена детальная техническая концепция с подбором необходимого оборудования.
Важным моментом стал этап согласования: технические специалисты детально объяснили руководству завода все аспекты будущей системы, ответили на вопросы и обосновали выбор конкретных решений. Это помогло избежать недопонимания на последующих этапах.
Монтаж оборудования и интеграция с существующей инфраструктурой предприятия заняли менее двух недель. Завершающим этапом стало обучение персонала работе с новым интерфейсом — простым и интуитивно понятным, но при этом предоставляющим все необходимые данные для принятия решений.
Результаты: цифры и экономия
Интеграция комплекса позволила получить конкретные технологические и экономические показатели уже на начальном этапе использования.
Ключевые итоги внедрения включают:
- Снижение длительности переналадки оборудования на 40%, обусловленное гибкой архитектурой программного обеспечения. Операторы теперь могут оперативно корректировать настройки контроля при переходе на выпуск новых типов изделий.
- Падение уровня дефектной продукции на 25–30%, достигнутое за счет внедрения прогнозной аналитики и технологий машинного зрения. Данный результат напрямую повлиял на оптимизацию производственных расходов и рост лояльности заказчиков.
- Достижение квалитетов точности IT7–IT8 посредством автоматической адаптации управляющих G‑программ в реальном времени с учетом текущего состояния станка и степени износа режущего инструмента.
- Устойчивое функционирование комплекса в агрессивной производственной среде (повышенная запыленность, температурные колебания) при коэффициенте технической готовности 95%, что превысило первоначальные требования заказчика.
- Кумулятивный эффект непрерывного совершенствования: благодаря встроенным механизмам самообучения доля брака уменьшается на 5–7% каждый квартал без привлечения дополнительных капитальных вложений.
Выводы и рекомендации
Проект показал, что искусственный интеллект уже сегодня может решать сложные задачи промышленного производства, принося ощутимую экономическую выгоду. Ключевым фактором успеха стала системная реализация — контроль качества был организован не как отдельная операция, а как сквозной процесс от сырья до готовой продукции.
Для предприятий, рассматривающих возможность внедрения подобных решений, важно начинать с детального анализа производственных процессов и выявления наиболее критичных точек контроля. Не каждая операция требует ИИ‑решений — иногда достаточно автоматизации существующих методов.
Главный урок этого кейса — современные технологии контроля качества перестали быть роскошью для гигантов промышленности. Они доступны средним предприятиям и могут окупиться уже через несколько месяцев эксплуатации за счет снижения брака и повышения эффективности производства.
'%20fill='none'/%3e%3cpath%20fill='%23ffdd2d'%20d='%20M%20104.72%200.00%20L%20112.15%200.00%20Q%20106.48%207.74%20100.12%2014.37%20C%2091.89%2022.97%2081.81%2029.47%2071.49%2035.26%20Q%2061.95%2040.62%2051.54%2043.77%20C%2044.52%2045.90%2036.57%2046.85%2028.99%2047.67%20Q%2027.29%2047.86%2025.66%2047.43%20Q%2025.42%2047.37%2025.35%2047.61%20L%2025.26%2047.91%20A%200.45%200.44%2017.2%200%200%2025.56%2048.47%20C%2028.12%2049.22%2035.16%2050.72%2036.90%2052.43%20Q%2038.92%2054.39%2036.21%2054.48%20Q%2033.33%2054.58%2029.50%2053.79%20Q%2019.39%2051.71%209.25%2049.83%20C%207.27%2049.47%205.11%2048.66%203.49%2047.83%20Q%200.61%2046.36%203.73%2045.50%20Q%204.67%2045.25%206.46%2044.38%20Q%2010.76%2042.31%2026.76%2034.35%20C%2030.51%2032.48%2037.88%2029.46%2041.00%2033.59%20A%200.92%200.91%20-35.3%200%201%2040.77%2034.91%20L%2029.13%2042.42%20Q%2027.57%2043.42%2029.42%2043.22%20C%2053.59%2040.61%2073.35%2028.09%2091.94%2013.14%20Q%2099.20%207.31%20104.72%200.00%20Z'%20/%3e%3c/svg%3e)